


更新时间:2024-12-29 11:38:14 浏览次数:1 公司名称: 鑫福兴管业有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 6000/吨 |
| 发货期限 | 1天 |
| 供货总量 | 100万吨 |
| 运费说明 | 现付 |



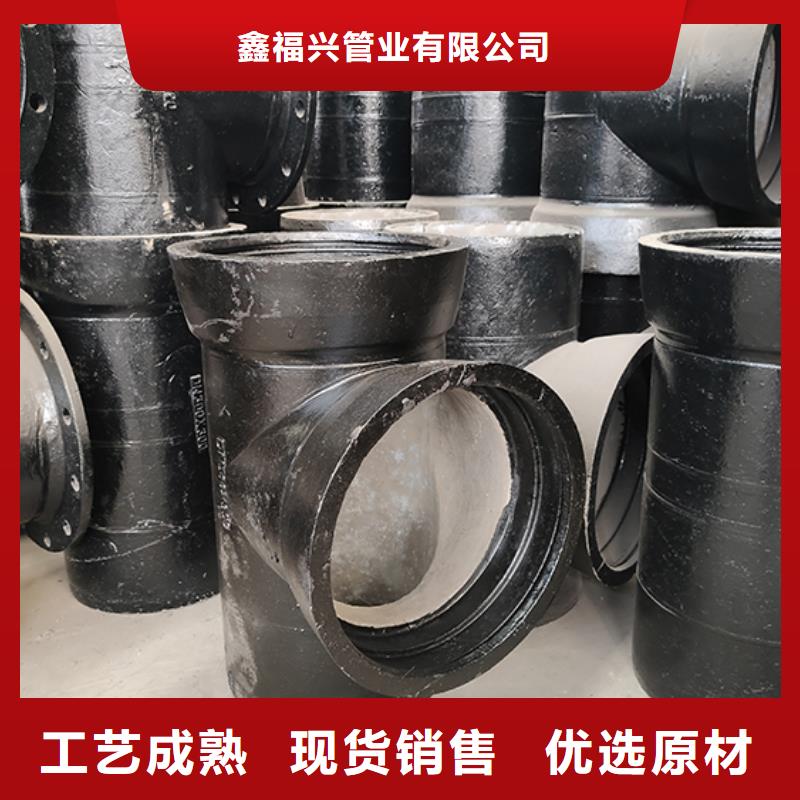





球墨铸铁管设备步骤: 1、应按下管的技能恳求将管子下到槽底,通常采用人工下管法或机械下管法; 2、把管口内的一切杂物予以清.除,并擦洗洁净,由于任何附着物都有可能构成接口漏水; 3、清算胶圈、上胶圈:将胶圈上的粘着物清擦洁净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个局部不翘不扭,平均不合地卡在槽内; 4、将润滑剂平均地涂刷在承口设备好的胶圈内外表、在插口表面面涂刷润滑剂时要将插口线以外的插口部位悉数刷匀,坡口尤为重要; 5、可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位;也可采用加长管件的方法,用单根钢丝停止设备; 6、将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染; 7、将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合; 8、检查承口插口的位臵能否契合恳求。
球墨铸铁管配件
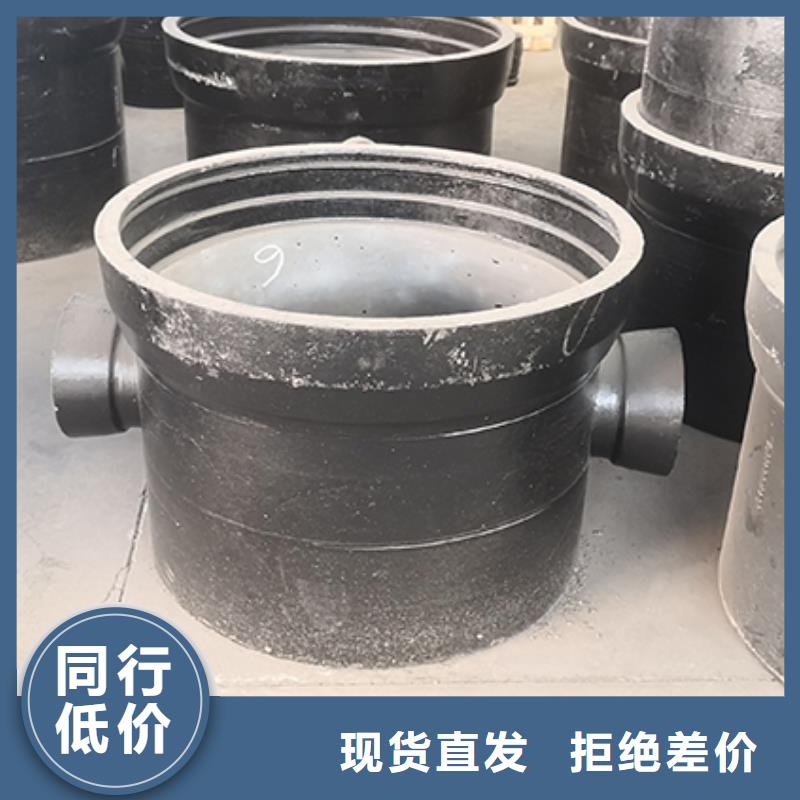
球墨铸铁管的切开方法:
1、切管前首要检查球墨铸铁管损坏水平假设损坏严重或管体上有裂纹应判废;假设是插口变形或插口损坏严重则切掉损坏局部;因为装置需求(如接弯头号管件)切管时切管前对铸管的外径尺度中止确认即外径尺度在公役范围内。关于因损坏或施工需求对铸管中止切开前应将需切的铸管放在程度面或方木上并对切掉局部沿铸铁管一周用记号笔中止标志。
2、切开球墨铸铁管可运用砂轮切开机或电动金属锯切管机.砂轮切开机可以用电或紧缩空气带动也可以靠直接内燃机带动.许多切开机可以安装切开用砂轮和磨光砂轮.假设在施工现场只运用一个切开机那么这种切开机应适应安装两种砂轮,便用金刚砂切开砂轮很适用于切开带水泥砂浆内衬的球墨铸铁管。
3、对做好切开标志的球墨铸铁管中止切开时先从一点初步将水泥砂浆内衬的球墨铁管管壁切透然后沿着做好的标志将铸管切开。
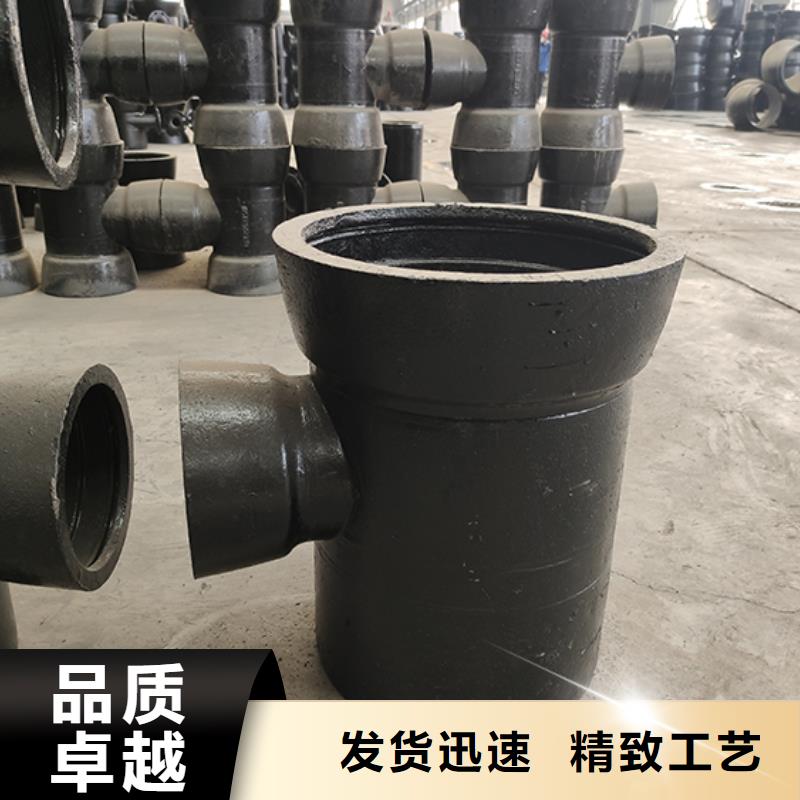
球墨铸铁管配件
影响球墨铸铁管配件生产的7大因素:
(1)碳当量:铁水碳当量过高(尤其是高硅含量),使石墨球化的影响。试验表明,厚壁铸件,当碳当量超过共晶成分是可能产生开花石墨。但增加的碳含量增加铁水镁回收率。因此,大多数高碳低硅生产的原则,通常硅含量在2%左右控制。此外,碳当量,铸件壁厚的选择:当管壁厚度为6.5?76毫米,碳当量的4.35%至4.7%;壁厚>76毫米,碳当量的4.3%到40.35%。
(2)硫:当铁液中的含硫量太高时,硫与镁和稀土生成硫化物,因其密度小而上浮到铁液表面,而这些硫化物与空气中的氧发生反应生成硫,硫又回到铁液,又重复上述过程,从而降低了镁与稀土含量。当铁液中的硫大于0.1%时,即使加入多量的球化剂,也不能使石墨完全球化。
(3)稀土与镁:稀土与镁含量过低时,往往产生球化不良或球化衰退现象。一般工厂要求球化剂的加入量为1.8%~2.2%。
(4)壁厚:铸件壁太厚也容易产生球化不良及衰退缺陷,主要是因为铁液在铸型中长时间处于液态,镁蒸汽上浮,造成镁含量降低;共晶时大量石墨生成而释放出的结晶潜热使奥氏体壳重新熔化,石墨伸出壳外而畸形长大,形成非球状石墨。
(5)温度:若铁液温度过高,铁液氧化严重,由于镁与稀土易与氧化物产生还原反应,而使得镁、稀土含量降低,同时高温也将增加镁的烧损和蒸发;铁液温度太低,球化剂不能熔化和被铁液吸收,而上浮至铁液表面燃烧或被氧化。
(6)滞留时间:铁液中镁的含量是随孕育处理后停留时间的增加而减少,其主要原因是因硫及镁、稀土的氧化与蒸发造成的。一般情况下,滞留时间不超过20min。
(7)浇冒口:冒口设计是不合理的,将有施法时间太长,铁水飞溅,以及空气中的参与,因此,镁,稀土氧化物是严重的。
球墨铸铁管配件
阀杆材质,力求不锈钢阀杆(2CR13),大口径阀门也应是不锈钢嵌包的阀杆。螺母材质,采用铸铝黄铜或铸铝青铜,且硬度与强度均大于阀杆阀杆衬套材质,其硬度与强度均应不大于阀杆,且在水浸泡状况下与阀杆、阀体不形成电化学腐蚀。密封面的材质①阀门类别不一,密封方式及材质要求不一;②普通楔式闸阀,铜环的材质、固定方式、研磨方式均应说明;③软密封闸阀,阀板衬胶材料的物理化学及卫生检测数据;④蝶阀应标明阀体上密封面材质及蝶板上密封面材质;它们的物理化学检测数据,特别是橡胶的卫生要求、抗*老化性能、耐*磨性能;通常采用丁睛橡胶及三元乙丙橡胶等,严禁掺用再*生胶。